714. Edwards, E. April 3.
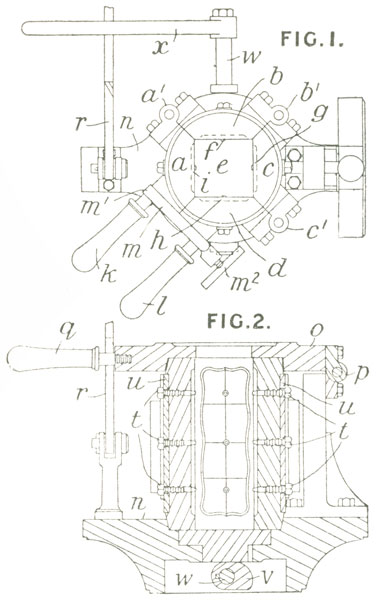
Moulding. — Relates to the manufacture of glass finger plates, projecting letters and numerals, rosettes, picture frames, ornamental slabs, escutcheons for keyholes, and the like. Fig. 1 is a plan, and Fig. 2 a vertical section, of the machinery used for finger plates. An iron or brass mould is formed in four sections a, b, c, d, jointed at a1, b1, c1 and forming a space e. Designs for finger plates are engraved at f, g, h, i, and the mould can be opened by the handles k, l, held in position by a catch m turning on a joint at m1 and secured by a screw m2. When closed, the mould is lowered by turning the handle x on the axis w which operates the cam v, Fig. 2, the conical end of the mould entering a recess in the bed-plate n. The top of the mould is partially closed by the plate o turning about a joint p and operated by a handle q, the top being held down by a tooth on the lever r. A series of screws t with conical ends project through the moulds to an extent regulated by plates u of different sizes, and form countersunk holes in the finger plates. Melted glass is forced by a plunger into the moulds, forming a four-sided vessel on each of which is a finger plate in relief. This vessel is removed from the mould, and is fire polished, being supported by attachment to a square disc of glass at the end of a pontil, or, if thin, by an iron plug at the end of a pontil fitting the interior of the vessel. The vessel is annealed, and the finger plates are cut from it, ground, and polished. The vessel on which the plates are moulded may have more than four sides, and each may have any design on it.
|