1238. Newton, A. V., [Atterbury, J. S., Atterbury, T. B., and Reddick, J.]. April 26.
Blowing; moulding; pressing; ornamenting; reheating; shaping. — Relates to the manufacture and ornamentation of hollow glass articles,
such as glass bowls, lamp globes, drinking tumblers, &c, by
operations of pressing and blowing, successively carried out in the
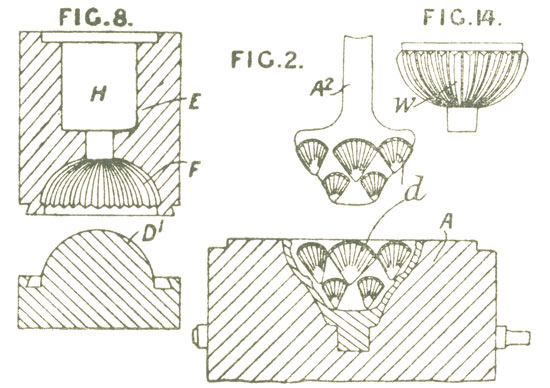
same mould. In making a lamp globe, molten glass is poured into the
plain lower section A, Fig. 2, of a mould, and a plunger A2, having the required ornamentation d in relief, is lowered on to it. An upper hinged section of the mould is
then placed in position, and opened to receive a parison of the upper
part of the lamp globe, which is then blown out over the lower section
previously formed, the blowing being continued until the top of the
lamp globe is blown out in the upper section of the mould. An
ornamental glass article is thus formed with plain internal and
external surfaces. In a modification, the upper part of the mould is
dispensed with, the article being finished by warming in the fire, and
shaping with suitable tools, after a coating of glass has been blown
over the ornamental lower portion, as described above. If desired, the
ornamentation may be formed on the internal surface of the mould, the
plunger in this case having a plain surface. In the manufacture of
articles with flared mouths, such as tumblers, the ornamentation is
coated with glass, as described above, and the mouths are then finished
with "shears" or other tools. In manufacturing lamp globes &c. with
ornamentation in relief on their outer surfaces, a mould E, Fig. 8,
formed with suitable ornamentation, such as radial ribs F, which will
not stop the flow of the glass, is placed over a core D1;
molten coloured glass is poured into the upper cylindrical part H of
the mould, and a plunger is forced into the mould, so as to force the
glass into the space between the ribs F and the core D1. A skeleton w, Fig. 14, of the lower part of lamp globe is thus formed. The mould E, with the plunger and skeleton article, is lifted off the core D1, and inverted, when the upper part of the lamp globe is added as
described above, the glass being first blown over the lower ribbed
portion. The articles may, if desired, be formed by pressing only ; for
example, in making a goblet, a skeleton of the lower portion is formed
as described above, and the goblet bowl is then pressed on to the
skeleton.
|