2157. La Bastie, F. B. A. R. de. June 12.
Annealing; toughening. — Relates to improvements in the process and apparatus for tempering glass described in Specification No. 2783, A.D. 1874, which process consists in plunging the glass, when heated to about the point of softening, into a bath, of oleaginous substances at a somewhat lower temperature. The glass is plunged into the bath, preferably in a soft condition, but thin glass may be plunged at a lower temperature and when still hard. The bath, which must be cooler than the glass, is not necessarily heated; it may be formed of pulverulent liquid, or gaseous substances, such as tar, resin, saline solutions, fused sulphur, molten metal, pulverized talc, lycopodium &c, or a current of air may be used. The article may be plunged several times, the baths being of the same or of different character; or the cooling-material may be poured over or directed against the glass, and the article may afterwards be re-heated.
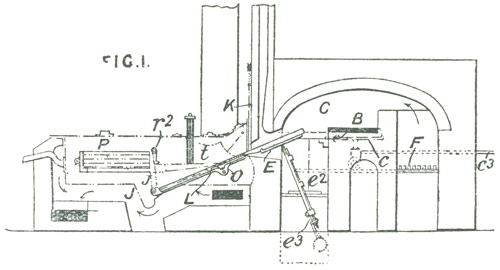
Fig. 1 shows one form of apparatus for tempering flat sheets. The sheets are brought by a travelling metallic web to an opening B, through which they are pushed on to a carriage c in the furnace. The carriage frame runs on rails below the furnace-bottom, and it is moved to and fro by means of a rod c3 passing outside the furnace. The table of the carriage may be also arranged to rotate by mounting it on a vertical spindle and connecting it by bevel gearing to a spindle passing through the wall. The glass, when sufficiently heated, is transferred to an oscillating sole E supported from a counterbalanced shaft e3 by arms e2, which are of adjustable length and work through slots in a plate, which slots are provided with sliding covers. The sole is canted by means of a lever towards the mouth of the bath J, and, at the same time, a slide K is raised by a chain attached to the lever. The glass sheet slides down a grating L into the bath J, the grating being carried on side bars pivoted to side frames fixed on a rocking shaft o. Rollers of wire gauze mounted in a frame, may be arranged to bear against the glass as it slides, and the rollers may be made heavier towards the bottom to check the motion. The grating L with the glass is afterwards canted back, and, when horizontal, is held up by a hook r2. The side frames are then lowered, and the glass is drawn into a shelved receptacle P mounted within the bath and fixed to a shaft provided with an operating lever, by means of which it can be brought into line with the grating L. The shaft o, where it passes through the side of the bath, is fitted with a cone working in an adjustable conical seat and a spring is arranged to act as a brake. The bath is provided with a skimmer, which consists of a blade worked by an external handle to push the scum along a curved plate into a small wire basket t. The cover of the bath is made in several parts which can be opened separately to obtain access to the different appliances in the bath. The bath is heated by a separate fireplace and flues. The furnace chamber C is heated by a fireplace F, and a portion of the gases pass away through the chamber containing the travelling web which feeds the sheets.
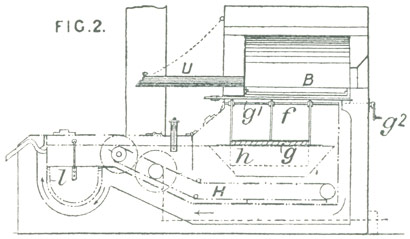
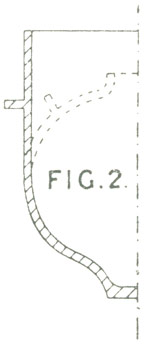
Fig. 2 shows an oven for tempering shaped glass, such as wine glasses, tumblers, &c. The sole B, on which the articles are heated, is supported by arms from a rocking shaft and arranged so that when it is horizontal it lies over the bath, which is also covered by a sliding plate f under the sole. The heated articles are raked on to a side shelf, while the sole B is canted to uncover the bath, and they are then pushed into the bath, being guided by inclined wire-gauze h on to a travelling wire web H, by which they are discharged into a basket l. A roller of the web is connected to the treadle by which the sole is canted, so that the web is advanced by the movement of the treadle. A pipe U, for heating small articles, such as lamp glasses, is provided. A wire gauze skimmer g is suspended by arms from a spindle gl operated by a handle g2. For tempering special articles such as mirror plates, or optical glasses, movable or portable baths may be used. In front of the oven mouth is placed a jointed frame with adjusting segments and screws, and a bath fitted with a grating is heated separately and placed in the stand. The glass as it leaves the furnace, is pushed on to the grating, and the bath is removed. Fig. 3 shows an apparatus for tempering lamp glasses and other cylindrical articles. The articles are carried by a rod n, sliding without rotation in a sleeve i, on which is a pulley bearing against a drum K having a winch handle. The glass is pushed into the furnace or pipe and rapidly rotated, and is then plunged into the bath by turning the frame a round the pivot b. The articles may be held by means of a rod fitted with cones or a cone and collar, or with a hollow cylinder of refractory material within which the article is placed. 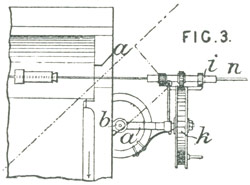 Tongs for holding the articles are made with a third central arm by which the glass can be detached. Small articles such as dishes, cups, &c. may be heated in refractory moulds, which are inverted and allowed to drop into the. bath. Tongs for holding the articles are made with a third central arm by which the glass can be detached. Small articles such as dishes, cups, &c. may be heated in refractory moulds, which are inverted and allowed to drop into the. bath.
|


 450. Smith, W. Feb. 6.
450. Smith, W. Feb. 6.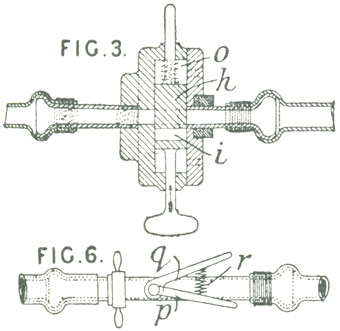
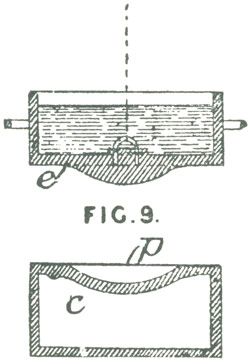 Toughening; pressing; moulding. — Consists in subjecting glass to pressure in moulds kept at a suitable temperature, and thus simultaneously compressing and hardening it. The glass, after having been partially or completely shaped, is preferably re-heated in a gas-heated oven before being pressed, and to prevent the articles from losing their shape when they are heated, they may be placed in platinum shells, In some cases, however, the partially-formed articles or the liquid glass may be conveyed direct to the moulds. Fig. 9 shows a form of mould which may be used. The lower portion c, rests on a truck and receives a glass sheet p. The truck is afterwards run under the upper portion e, which is then lowered, and, if necessary, pressed down by weights. Similar flat moulds are used for hardening glass plates. When rapid cooling is required, the moulds may be constructed of metal of high conductivity, such as copper, and for a more gradual cooling, iron or earthenware, &c. may be employed. The moulds may be kept at a constant temperature by filling them with liquid, such as boiling water. If some parts of the articles are thicker than others the corresponding parts of the moulds may be made thicker or of some material of greater conductivity. In the Provisional Specification it is stated that an oven for heating glass articles preparatory to plunging them into a bath, is made with two compartments, one of which is heated only to a degree at which the softened glass retains its shape, while the other is kept at a higher temperature. The bath is placed at the bottom of the hotter compartment. The articles may be rolled from one oven to the other if cylindrical or globular like lamp glasses or globes, or they may be dropped, or they may be thrown over an intervening partition by a spring let loose by a trigger or by a piston actuated by compressed air or steam. Specification No. 2783, A.D. 1874, is referred to.
Toughening; pressing; moulding. — Consists in subjecting glass to pressure in moulds kept at a suitable temperature, and thus simultaneously compressing and hardening it. The glass, after having been partially or completely shaped, is preferably re-heated in a gas-heated oven before being pressed, and to prevent the articles from losing their shape when they are heated, they may be placed in platinum shells, In some cases, however, the partially-formed articles or the liquid glass may be conveyed direct to the moulds. Fig. 9 shows a form of mould which may be used. The lower portion c, rests on a truck and receives a glass sheet p. The truck is afterwards run under the upper portion e, which is then lowered, and, if necessary, pressed down by weights. Similar flat moulds are used for hardening glass plates. When rapid cooling is required, the moulds may be constructed of metal of high conductivity, such as copper, and for a more gradual cooling, iron or earthenware, &c. may be employed. The moulds may be kept at a constant temperature by filling them with liquid, such as boiling water. If some parts of the articles are thicker than others the corresponding parts of the moulds may be made thicker or of some material of greater conductivity. In the Provisional Specification it is stated that an oven for heating glass articles preparatory to plunging them into a bath, is made with two compartments, one of which is heated only to a degree at which the softened glass retains its shape, while the other is kept at a higher temperature. The bath is placed at the bottom of the hotter compartment. The articles may be rolled from one oven to the other if cylindrical or globular like lamp glasses or globes, or they may be dropped, or they may be thrown over an intervening partition by a spring let loose by a trigger or by a piston actuated by compressed air or steam. Specification No. 2783, A.D. 1874, is referred to.
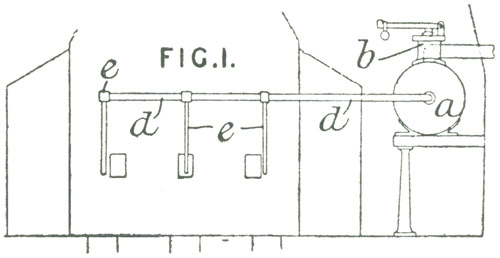
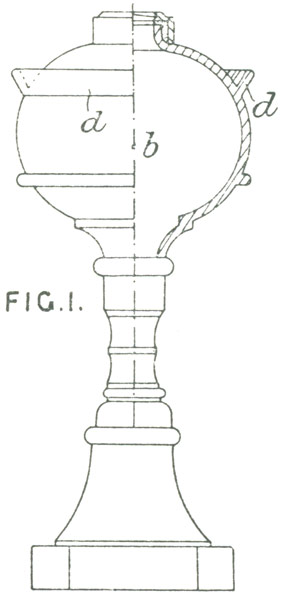 Moulding; shaping. — The lamp reservoir b, Fig. 1, with a rim d forming a cavity for collecting overflow oil, is first formed as shown in Fig. 2 in a pressure mould, in which the soft glass is driven into the irregularities of the mould by the plunger of a press, and is afterwards shaped as shown by the dotted lines, the rim d assuming an inclined position. Reference is made to the Letters Patent of the United States, No. 40,094, A.D. 1863.
Moulding; shaping. — The lamp reservoir b, Fig. 1, with a rim d forming a cavity for collecting overflow oil, is first formed as shown in Fig. 2 in a pressure mould, in which the soft glass is driven into the irregularities of the mould by the plunger of a press, and is afterwards shaped as shown by the dotted lines, the rim d assuming an inclined position. Reference is made to the Letters Patent of the United States, No. 40,094, A.D. 1863.
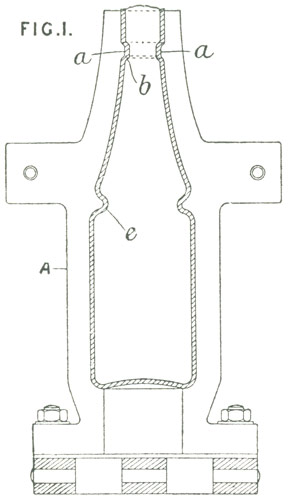
 Cutting glass. — Diamonds used for cutting glass are secured in metallic holders by embedding them in the metal, while the metal is softened by heat. The iron holder D, which is either split or in two separate parts d, d1 is heated to a cherry-red heat and the diamond c placed between the two parts, which are then pressed together in a vice. When securing a diamond, part of it may be left exposed, or it may be completely enveloped and the point of the diamond afterwards exposed.
Cutting glass. — Diamonds used for cutting glass are secured in metallic holders by embedding them in the metal, while the metal is softened by heat. The iron holder D, which is either split or in two separate parts d, d1 is heated to a cherry-red heat and the diamond c placed between the two parts, which are then pressed together in a vice. When securing a diamond, part of it may be left exposed, or it may be completely enveloped and the point of the diamond afterwards exposed.
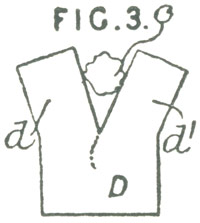
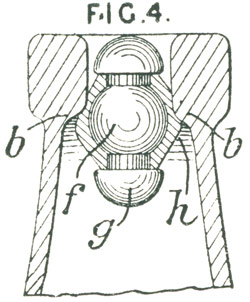 Bottle necks, making. — A bottle for containing aerated liquids is blown in a mould A, Fig. 1, formed with a projection a for producing a corresponding internal projection or seat b in the neck for retaining an internal stopper instead of forming the internal seat b by special tools after the bottle is blown. After the part above the projection b is broken off, a ring is cast round the part b of the neck, and the mouth is worked into the form shown in Fig. 4.
Bottle necks, making. — A bottle for containing aerated liquids is blown in a mould A, Fig. 1, formed with a projection a for producing a corresponding internal projection or seat b in the neck for retaining an internal stopper instead of forming the internal seat b by special tools after the bottle is blown. After the part above the projection b is broken off, a ring is cast round the part b of the neck, and the mouth is worked into the form shown in Fig. 4.
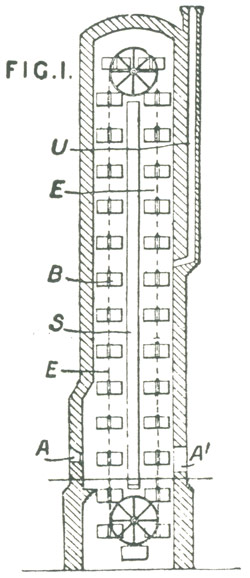 Annealing. — An annealing kiln is constructed in the form of a tower with a central partition S, the articles being placed in boxes B carried by endless bands E, which pass downwards on one side of the partition and upwards in the other. The fireplaces use gaseous or other fuel, and are arranged at the lower part of the upcast side, the outlet U to the chimney being placed on the opposite side of the kiln. The boxes B are charged through the openings A, and when full, are raised by the endless chains in order to bring another set of boxes opposite the openings. The articles are afterwards withdrawn through the outlet A1, the empty boxes travelling below to the packing holes A. The arrangement is applicable to the manufacture of glass bottles by the continuous gas furnace.
Annealing. — An annealing kiln is constructed in the form of a tower with a central partition S, the articles being placed in boxes B carried by endless bands E, which pass downwards on one side of the partition and upwards in the other. The fireplaces use gaseous or other fuel, and are arranged at the lower part of the upcast side, the outlet U to the chimney being placed on the opposite side of the kiln. The boxes B are charged through the openings A, and when full, are raised by the endless chains in order to bring another set of boxes opposite the openings. The articles are afterwards withdrawn through the outlet A1, the empty boxes travelling below to the packing holes A. The arrangement is applicable to the manufacture of glass bottles by the continuous gas furnace.
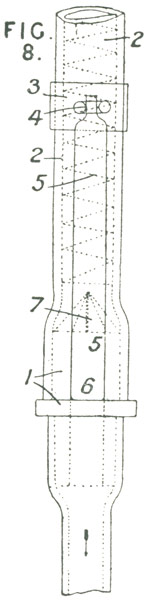
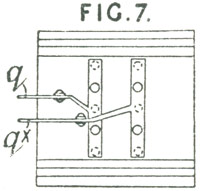 Moulding; gathering metal. — Relates to the steam moulding-presses described in Specification No. 3216, A.D. 1872. Instead of arranging the moulds to revolve they are placed upon a reciprocating table A, Figs. 2 and 3, and are arranged in duplicate, one set being placed behind the other, ready for use when the first set becomes too hot. A wooden stop controlled by a handle d is placed in the way of the back of the table A when changing from the front to the back set of moulds.
Moulding; gathering metal. — Relates to the steam moulding-presses described in Specification No. 3216, A.D. 1872. Instead of arranging the moulds to revolve they are placed upon a reciprocating table A, Figs. 2 and 3, and are arranged in duplicate, one set being placed behind the other, ready for use when the first set becomes too hot. A wooden stop controlled by a handle d is placed in the way of the back of the table A when changing from the front to the back set of moulds. 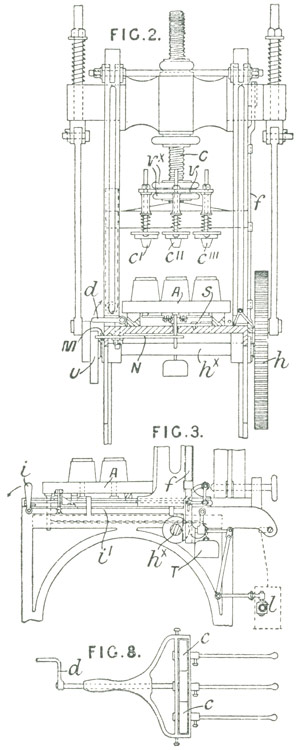 The plungers c1, c11, c111 are provided with rings and adjustable springs and are mounted in a plate v secured by adjusting-nuts vx to a main plunger C which is reciprocated by a crank shaft hx driven by a steam engine through a spur-wheel h. The various parts of the press are arranged so that, by operating a single handle i, the moulds are run under the plungers, the plungers caused to descend and return to their raised position, the moulds to advance again, and the moulded articles to be lifted out of the moulds. The table is retained in its forward position by a catch s which is released by the handle i, thus allowing a weight T to pull the table back. A cam U, on the shaft hx, acting through a rod M and a lever N returns the table after the plungers have bean raised out of the moulds. When the plunger crosshead reaches its highest position, it engages a tappet rod f which, by means of an incline on its bottom end and suitable rods and levers, closes the steam cock l. The cock is re-opened by the action of the handle i on a toggle-jointed bar i1 allowing the rod f to spring forwards. The false bottoms of the moulds are raised to discharge the moulded articles by levers q, qx, Fig. 7, engaging stationary inclines on the return of the table. The movement of the rod f, in stopping the press, also releases the levers q, qx by moving the inclines sideways by means of suitable connecting-rods and levers. The moulds of one set are filled with metal simultaneously by a gatherer consisting of a number of gathering-irons mounted in one frame, as shown in Fig. 8, and arranged to be rotated all by one handle d acting through gearing c. In a modification of the press adapted for hand power, a hand-lever is secured to the shaft hx, and the plunger is operated by connecting-rods and slotted arms on the shaft.
The plungers c1, c11, c111 are provided with rings and adjustable springs and are mounted in a plate v secured by adjusting-nuts vx to a main plunger C which is reciprocated by a crank shaft hx driven by a steam engine through a spur-wheel h. The various parts of the press are arranged so that, by operating a single handle i, the moulds are run under the plungers, the plungers caused to descend and return to their raised position, the moulds to advance again, and the moulded articles to be lifted out of the moulds. The table is retained in its forward position by a catch s which is released by the handle i, thus allowing a weight T to pull the table back. A cam U, on the shaft hx, acting through a rod M and a lever N returns the table after the plungers have bean raised out of the moulds. When the plunger crosshead reaches its highest position, it engages a tappet rod f which, by means of an incline on its bottom end and suitable rods and levers, closes the steam cock l. The cock is re-opened by the action of the handle i on a toggle-jointed bar i1 allowing the rod f to spring forwards. The false bottoms of the moulds are raised to discharge the moulded articles by levers q, qx, Fig. 7, engaging stationary inclines on the return of the table. The movement of the rod f, in stopping the press, also releases the levers q, qx by moving the inclines sideways by means of suitable connecting-rods and levers. The moulds of one set are filled with metal simultaneously by a gatherer consisting of a number of gathering-irons mounted in one frame, as shown in Fig. 8, and arranged to be rotated all by one handle d acting through gearing c. In a modification of the press adapted for hand power, a hand-lever is secured to the shaft hx, and the plunger is operated by connecting-rods and slotted arms on the shaft.
