2817. Couper, J., and Richardson, W. H. July 11.
Making lenses; moulding; shaping. — Lenses of the dioptric class, such as are used for ship’s masthead, side, and anchor lights, and for railway lights and analogous purposes, are formed with the several dioptric prisms B, C, D, Fig. 1, surrounding the central convex portion A of a gradually increasing thickness from the centre outwards.
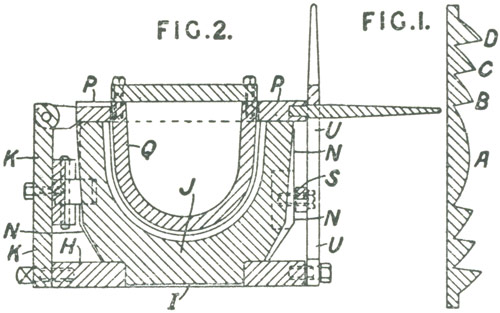
Fig. 2 shows a vertical section of a mould for a lens having a segment greater than a semicircle. It is formed with a bed-plate H having at the centre an opening I to receive the lower part of the block J, and with the sides N, bearing against the flat sides of the block J, hinged to a vertical plate K fixed to the bed-plate. These sides are kept tight against the block by a catch S centered on one of the doors and engaging a square stud on the other. The cover P, formed with a central opening to allow the insertion or withdrawal of the hydraulic plunger Q, is also hinged to the vertical plate K and held down tightly upon the top of the block J by a catch U centered on the bed-plate. The glass having been poured into the mould the plunger Q is inserted so as to distribute it to all parts. As soon as the glass is set, the plunger Q is withdrawn and the upper portion of the mould opened up. The upper portions of the lens, which are left straight by the form of the plunger, are then bent to the required curvature by pressing inwards, by hand or mechanism, two strips of wood applied to projections at ends. A series of parallel lines, or a scale, is engraved on the top of the mould for indicating the curvature, or the glass may be bent over a wooden or other block inserted in the mould.
|


 Bottle necks, making. — The neck of a bottle is formed with an internal shoulder s by the shaping-tool shown. The shaping-blocks A1, B1 are carried on spring arms A, B fixed to stationary supports E to which a cup D is attached to embrace the neck of the bottle. The arms A, B are squeezed together to introduce the blocks A1, B1 into the bottle, and the shoulder is formed by turning the tool. Old bottles can be treated by rendering the necks plastic.
Bottle necks, making. — The neck of a bottle is formed with an internal shoulder s by the shaping-tool shown. The shaping-blocks A1, B1 are carried on spring arms A, B fixed to stationary supports E to which a cup D is attached to embrace the neck of the bottle. The arms A, B are squeezed together to introduce the blocks A1, B1 into the bottle, and the shoulder is formed by turning the tool. Old bottles can be treated by rendering the necks plastic.
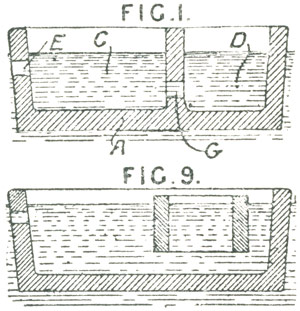
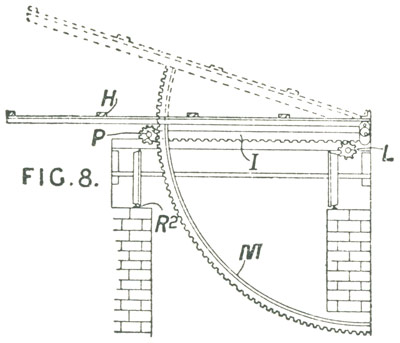
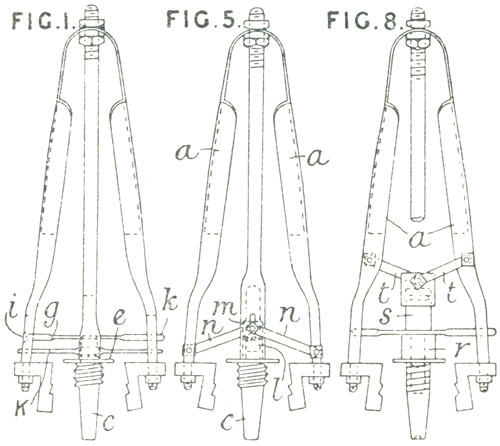
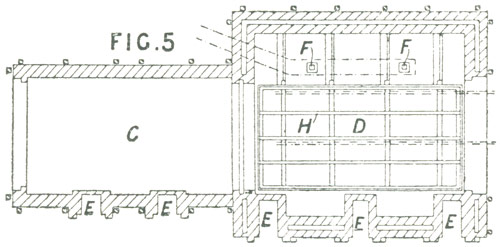 Annealing. — In annealing glass plates, the plates are first placed singly in a chamber C, Fig. 5, having a flat bed, and are allowed to cool therein to a low-red heat; they are then transferred to a chamber D in which they are piled vertically to cool down gradually. The chambers C and D are heated by furnaces E, and the chamber D may also be heated by gas admitted by apertures F. The plates are turned from a horizontal to a vertical position by means of a hinged frame H operated by curved racks M, Fig. 8, and pinions P. The frame H can also be moved laterally in the furnace by means of racks I and pinions L. The whole is mounted on a wheeled truck which can be run in and out of the kiln on rails R2.
Annealing. — In annealing glass plates, the plates are first placed singly in a chamber C, Fig. 5, having a flat bed, and are allowed to cool therein to a low-red heat; they are then transferred to a chamber D in which they are piled vertically to cool down gradually. The chambers C and D are heated by furnaces E, and the chamber D may also be heated by gas admitted by apertures F. The plates are turned from a horizontal to a vertical position by means of a hinged frame H operated by curved racks M, Fig. 8, and pinions P. The frame H can also be moved laterally in the furnace by means of racks I and pinions L. The whole is mounted on a wheeled truck which can be run in and out of the kiln on rails R2.
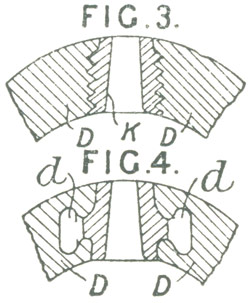
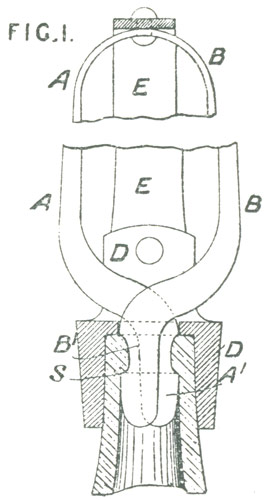
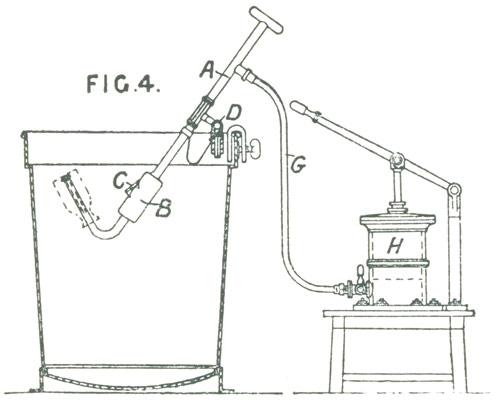
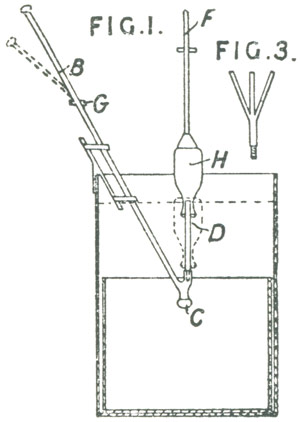 Annealing. — In tempering bottles or other hollow glass articles, more particularly those having necks or contracted openings communicating with the interior, by the process described in Specifications No. 2783, A.D. 1874, and No. 2157, A.D. 1875, the air is withdrawn from the interior, in order to allow the tempering liquid to enter, by placing the bottle or article in an inverted position over the short limb D, Fig. 1, of a bent tube partly immersed in the bath. The short limb is placed vertically with the upper end just above the level of the liquid, and a pocket C, forming a junction piece for the limbs B, D is provided for receiving any liquid entering the tube. The bottle or article H, attached to the “punt” F, is depressed vertically in the liquid until it rests on the short limb. The “punt” is then detached, and the bent tube is pushed down in the liquid to immerse the bottle still further and afterwards turned to let the bottle drop to the bottom of the bath. A stop G prevents the tube from being immersed too far. When the article has a wide mouth, as a tumbler or jug, the short limb D is forked as shown in Fig. 3, to give a steadier support. The escape of air may be accelerated by applying suction at the top of the limb B; or the air may be displaced by forcing liquid in by means of the apparatus shown in Fig. 4. The bent tube A is then made with an enlargement B having a valve C opening inwards, and the short limb is perforated. It is mounted on a universal joint D and communicates by a flexible tube G with an air-compressing pump H. The article having been placed upon the short limb of the tube, the pressure of air entering from the pump closes the valve C and causes the liquid from the enlargement B to pass through the perforations in the short limb and impinge against the interior of the article. In a modified arrangement the bottle is closed by a stopper before dipping, so that the outer surface only comes in contact with the liquid. In this case the bottle is forced beneath the surface by a wire-gauze frame.
Annealing. — In tempering bottles or other hollow glass articles, more particularly those having necks or contracted openings communicating with the interior, by the process described in Specifications No. 2783, A.D. 1874, and No. 2157, A.D. 1875, the air is withdrawn from the interior, in order to allow the tempering liquid to enter, by placing the bottle or article in an inverted position over the short limb D, Fig. 1, of a bent tube partly immersed in the bath. The short limb is placed vertically with the upper end just above the level of the liquid, and a pocket C, forming a junction piece for the limbs B, D is provided for receiving any liquid entering the tube. The bottle or article H, attached to the “punt” F, is depressed vertically in the liquid until it rests on the short limb. The “punt” is then detached, and the bent tube is pushed down in the liquid to immerse the bottle still further and afterwards turned to let the bottle drop to the bottom of the bath. A stop G prevents the tube from being immersed too far. When the article has a wide mouth, as a tumbler or jug, the short limb D is forked as shown in Fig. 3, to give a steadier support. The escape of air may be accelerated by applying suction at the top of the limb B; or the air may be displaced by forcing liquid in by means of the apparatus shown in Fig. 4. The bent tube A is then made with an enlargement B having a valve C opening inwards, and the short limb is perforated. It is mounted on a universal joint D and communicates by a flexible tube G with an air-compressing pump H. The article having been placed upon the short limb of the tube, the pressure of air entering from the pump closes the valve C and causes the liquid from the enlargement B to pass through the perforations in the short limb and impinge against the interior of the article. In a modified arrangement the bottle is closed by a stopper before dipping, so that the outer surface only comes in contact with the liquid. In this case the bottle is forced beneath the surface by a wire-gauze frame.
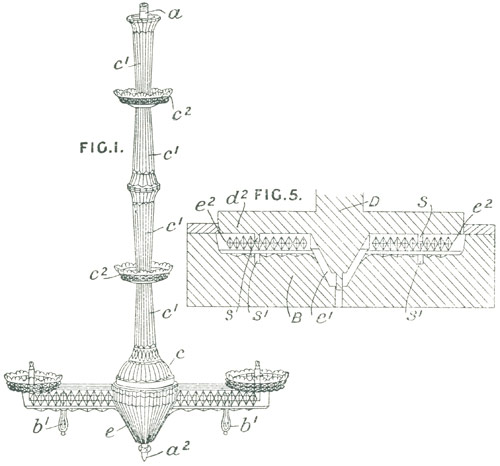
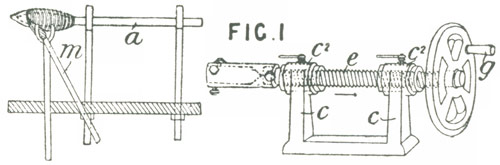
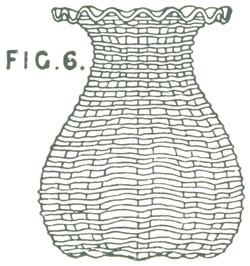 Ornamenting. — Relates to means for ornamenting glass articles whereby an appearance similar to fine wicker or basket work is given to the surface. In forming the article, a bulb is blown in the ordinary way, and the “iron” or pipe a, Fig. 1, is fixed in a horizontal position to the head of a screw e working through nuts c2 in the framing c and rotated by a hand-wheel g. A fine thread of coloured or colourless glass is then coiled on the bulb from the end of the punty m by rotating the hand-wheel g, the coiling being preferably commenced at the end nearest the “iron.” The bulb is then re-heated and blown in ribbed moulds and afterwards shaped as a jug, vase, or other vessel or article in the ordinary way. The appearance of the finished article is shown in Fig. G. In a modification by which threads crossing each other may be coiled on the bulb, the screw has a right-handed and a left-handed thread crossing each other, and is moved longitudinally by one or other of two half-nuts which can be turned down to engage the corresponding thread. Flat sheets of glass, obtained by blowing hollow cylinders which are then divided in a line parallel with the axis and flattened out, may be ornamented in a similar manner, by first coiling the threads of coloured or colourless glass on the cylinder and then blowing in ribbed moulds.
Ornamenting. — Relates to means for ornamenting glass articles whereby an appearance similar to fine wicker or basket work is given to the surface. In forming the article, a bulb is blown in the ordinary way, and the “iron” or pipe a, Fig. 1, is fixed in a horizontal position to the head of a screw e working through nuts c2 in the framing c and rotated by a hand-wheel g. A fine thread of coloured or colourless glass is then coiled on the bulb from the end of the punty m by rotating the hand-wheel g, the coiling being preferably commenced at the end nearest the “iron.” The bulb is then re-heated and blown in ribbed moulds and afterwards shaped as a jug, vase, or other vessel or article in the ordinary way. The appearance of the finished article is shown in Fig. G. In a modification by which threads crossing each other may be coiled on the bulb, the screw has a right-handed and a left-handed thread crossing each other, and is moved longitudinally by one or other of two half-nuts which can be turned down to engage the corresponding thread. Flat sheets of glass, obtained by blowing hollow cylinders which are then divided in a line parallel with the axis and flattened out, may be ornamented in a similar manner, by first coiling the threads of coloured or colourless glass on the cylinder and then blowing in ribbed moulds.
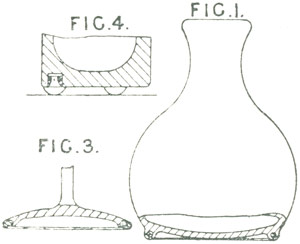 Elastic supports or buffers. — For preventing the bottoms of decanters, water bottles, wine glasses, goblets, tumblers, and other glass articles from being chipped by contact with hard surfaces, cushions of vulcanized india-rubber or other material are attached to the bottoms. Tumblers are provided with cushions with necks flanged at the ends which fit into recesses in the base of the tumbler. Pins are placed at right-angles to each other through the necks as shown in Fig. 4, and the recesses are filled in with cement. An annular groove is formed in the foot of a wine glass and a ring, shaped as shown in Fig. 3, is sprung into the groove. Water bottles have a rabbeted groove round the bottom, as shown in Fig. 1. A strip of india-rubber is introduced endwise into the groove through a lateral enlargement which is afterwards filled with cement.
Elastic supports or buffers. — For preventing the bottoms of decanters, water bottles, wine glasses, goblets, tumblers, and other glass articles from being chipped by contact with hard surfaces, cushions of vulcanized india-rubber or other material are attached to the bottoms. Tumblers are provided with cushions with necks flanged at the ends which fit into recesses in the base of the tumbler. Pins are placed at right-angles to each other through the necks as shown in Fig. 4, and the recesses are filled in with cement. An annular groove is formed in the foot of a wine glass and a ring, shaped as shown in Fig. 3, is sprung into the groove. Water bottles have a rabbeted groove round the bottom, as shown in Fig. 1. A strip of india-rubber is introduced endwise into the groove through a lateral enlargement which is afterwards filled with cement.
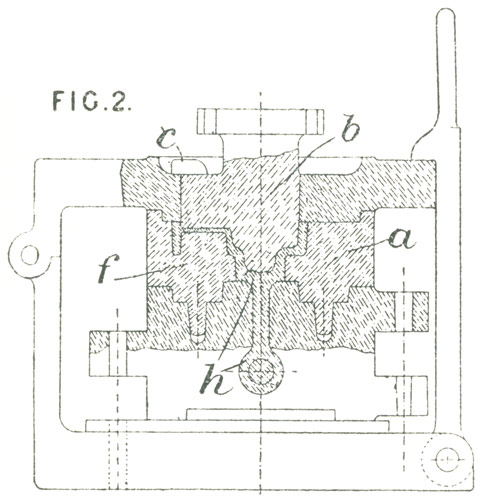
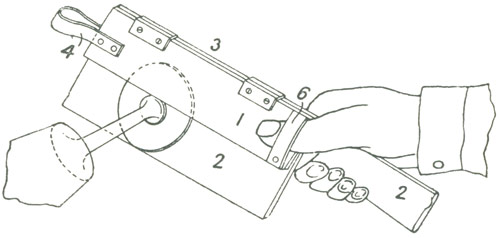
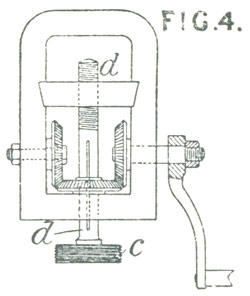 Moulding; bottle necks, making. — Relates to apparatus for making screw or bayonet-joint caps and stoppers of glass &c, and for making internal or external threads on the necks of bottles and other vessels. Fig. 4 shows the apparatus which can be applied to a glass worker’s press. A screw mandrel c is attached to a sliding spindle d which can be rotated by the hand bevel gear shown; the upper end is screwed to feed the mandrel downwards into the glass or other material, which being in the plastic state is moulded about the mandrel. The spindle d may be rotated by a hand-wheel at the top. A hollow mandrel is used for threading the exterior of a bottle neck.
Moulding; bottle necks, making. — Relates to apparatus for making screw or bayonet-joint caps and stoppers of glass &c, and for making internal or external threads on the necks of bottles and other vessels. Fig. 4 shows the apparatus which can be applied to a glass worker’s press. A screw mandrel c is attached to a sliding spindle d which can be rotated by the hand bevel gear shown; the upper end is screwed to feed the mandrel downwards into the glass or other material, which being in the plastic state is moulded about the mandrel. The spindle d may be rotated by a hand-wheel at the top. A hollow mandrel is used for threading the exterior of a bottle neck.